
"Shergold in them thar hills ... "
... or a guide to modern guitar building technology
Beat Instrumental, February 1978 (original scans)
Beat Instrumental, February 1978 (original scans)
Anybody know exactly how a guitar is made? I thought not. We reckoned it was about time
to catch up on the current state of guitar building technology, and where better to start
than the premises of Shergold, who recently stunned the nation with their doublenecked
Modulator built for Mike Rutherford. The advantage of taking a look at Shergold is that
they are all handmade in an age where everything else is constructed by machinery, with
the minimum of human intervention.
On hand in the workshop are four stalwart craftsmen, led by one Jack Golder, who started the Shergold company in October 1967, having originally managed a furniture company he joined Jim Burns in 1963, the wellknown guitar maker to such heroes as Hank Marvin. From the furniture company he then poached Norman Houlder, a fellow craftsman, and together they learned from Burns all there is to know about guitar building.
"Guitar making is an applied science," Norman says. "We're basically woodworkers. At the time we were with Burns we learned a lot, which meant that when we went our own way we discovered ways of doing the jobs more efficiently."
Their building is hard to find, but eventually we stumbled across it in the midst of a dense tangle of buildings on an industrial estate in Romford. They've been there for six years. The rest of the staff consists of Rob Green (curiously, the only one who actually plays guitar!) and Jack's son Pip. This means that there are no jobs going, despite the flood of enquiries that continually comes washing into the office, so don't bother to write, folks.
The Shergold range consists of the Meteor, the cheapest model, starting at around £160, the Marathon bass, the Masquerader 12-string and 6-string, and the Modulator. All are distributed by a company called Barnes and Mullins except the Modulator range, which goes out direct from Shergold. The Modulator principle is based around seven different plugin control modules:
On hand in the workshop are four stalwart craftsmen, led by one Jack Golder, who started the Shergold company in October 1967, having originally managed a furniture company he joined Jim Burns in 1963, the wellknown guitar maker to such heroes as Hank Marvin. From the furniture company he then poached Norman Houlder, a fellow craftsman, and together they learned from Burns all there is to know about guitar building.
"Guitar making is an applied science," Norman says. "We're basically woodworkers. At the time we were with Burns we learned a lot, which meant that when we went our own way we discovered ways of doing the jobs more efficiently."
Their building is hard to find, but eventually we stumbled across it in the midst of a dense tangle of buildings on an industrial estate in Romford. They've been there for six years. The rest of the staff consists of Rob Green (curiously, the only one who actually plays guitar!) and Jack's son Pip. This means that there are no jobs going, despite the flood of enquiries that continually comes washing into the office, so don't bother to write, folks.
The Shergold range consists of the Meteor, the cheapest model, starting at around £160, the Marathon bass, the Masquerader 12-string and 6-string, and the Modulator. All are distributed by a company called Barnes and Mullins except the Modulator range, which goes out direct from Shergold. The Modulator principle is based around seven different plugin control modules:
- Straight volume, tone and selector.
- Volume, tone, and inlout of phase.
- Two volume, two tone, selector switch and rhythm/solo bypass switch.
- Stereo two volume, two tone, two selectors.
- Recording two volume, two tone, three selectors.
- Quadrophonic.
- Super Booster.
Preparation
Stacked all around the back section of the shop is wood in various stages of preparation.
Two types are used: for the necks, Canadian rock maple, and for the bodies, a selected hardwood,
which is actually one of the many types of mahogany. The planks of maple are cut into
approximately necklength pieces, and these are then stacked one on top of the other in such
a way that the air can circulate freely all around. This is the way each potential neck stays
for no less than six months, and it allows every piece to acclimatise to the atmospheric
conditions of England (i.e. damp). If this were not done, necks would soon start twisting
themselves into unwelcome shapes.
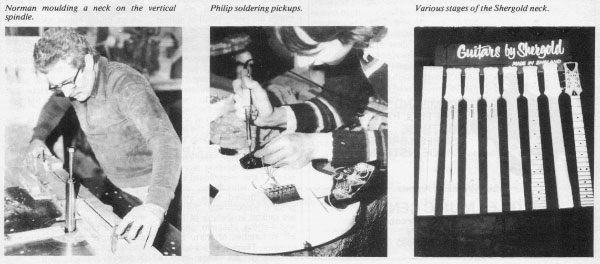
Once a neck is ready to take shape, Norman's first job is to scoop out the trussrod slot, which is deepest in the centre, and shallows out at each end. The head is also fashioned at this stage, and it should be pointed out that all this work is performed not by a copying machine, but by Norman himself, whose years of experience create shapes which are identical, whilst remaining "handbuilt". The current neck design is the culmination of ideas that started with the Burns and Hayman necks.
Once a neck is ready to take shape, Norman's first job is to scoop out the trussrod slot, which is deepest in the centre, and shallows out at each end. The head is also fashioned at this stage, and it should be pointed out that all this work is performed not by a copying machine, but by Norman himself, whose years of experience create shapes which are identical, whilst remaining "handbuilt". The current neck design is the culmination of ideas that started with the Burns and Hayman necks.
Cambers
 The truss rod itself is slotted in next by Jack, who knocks a small piece of wood, or
"fillet", in on top, and smoothes it flat in preparation for the fretboard. Back to Norman
it goes, and he puts in the slots for the frets, then trims, cambers and sands the whole
thing down, having first made holes for and inserted those allimportant position dots. Jack
next coats the fingerboard with a cellulose based sealer.
The truss rod itself is slotted in next by Jack, who knocks a small piece of wood, or
"fillet", in on top, and smoothes it flat in preparation for the fretboard. Back to Norman
it goes, and he puts in the slots for the frets, then trims, cambers and sands the whole
thing down, having first made holes for and inserted those allimportant position dots. Jack
next coats the fingerboard with a cellulose based sealer.
It should be stressed that after almost every stage, great scruples are shown in keeping everything clean and smooth. Any stray bits of sawdust or slight roughness in the wood would soon be spotted by a purchaser. In short, sloppy workmanship is not tolerated not that it needs to be in such a small organization. When there are only four people working closely together on the same job, it leaves room for a fair degree of pride in workmanship. This is something totally alien to anything constructed on a production line, which by its very nature is concerned with quantity rather than quality. Production lines have inspectors, foremen, and "production managers" striding around continually to make sure that the machines keep rolling. But however many times a product is "checked" at various stages of its construction, nothing can replace the care that goes into something truly handbuilt.
 Sermon over, and back to the process. While the neck is still rough and square underneath,
the frets themselves are inserted by Jack. Lengths of Gibson fretwire are used for this
purpose. They come slightly longer than they need to be, and are tapped in with a small
hammer whilst held rigid in Jack's vice. When Jack is satisfied with the positioning, he
snips the ends off with pliers. The secret of frethammering is not to hit them too hard.
Jack discovered a long time ago that hammering from the wrist rather than the elbow produces
the best results.
Sermon over, and back to the process. While the neck is still rough and square underneath,
the frets themselves are inserted by Jack. Lengths of Gibson fretwire are used for this
purpose. They come slightly longer than they need to be, and are tapped in with a small
hammer whilst held rigid in Jack's vice. When Jack is satisfied with the positioning, he
snips the ends off with pliers. The secret of frethammering is not to hit them too hard.
Jack discovered a long time ago that hammering from the wrist rather than the elbow produces
the best results.
It's only now that the neck is moulded into its rounded shape at the bottom. This is perhaps the most skilled part of the job so far. It involves gradually moulding with a scraping action to form the contours of the neck, which all takes place on a spindle moulder which is actually just a horizontal spindle with a thick buffing surface, i.e. sandpaper, on one end. Depending on the stage of the process, either a small or a large "dolly sander" is used. The head, for example, is buffed on the smaller machine. Jack paused at this point in our tour to reflect on the present state of his trade.
"I think we've finally started to get something out of all the work we've put in over the years. This is the advantage of working entirely for ourselves, as we are now. We've got total control, and everything we do is because we want to do it, and because we think it's a good idea. Production is up to maximum, and we still can't give'em enough!"
How many guitars a week are they completing now? "About thirty guitars in nine different models," Norman replied. "I'm really happy about the way things are going too. For almost the first time the whole team's actually getting to feel enthusiastic about our prospects, and that's quite something considering the bad luck we've experienced in the past." With these cheerful comments in mind, we returned to the front of the shop, where the neck binding (made of a strip of acetate) is glued on, covering the fret ends to prevent snagging or any sharp edges. Have a look at your own guitar. The chances are that the binding along the edge of the fingerboard is little more than decoration.
Once dollied to a state of pristine smoothness, the necks are racked in shelves of 12-, 6- and 4-string, checked, and sent off in batches of thirty to the polisher. There they are sprayed a total of six times with a polyurethane resin to prevent any moisture going in or out of the wood. This last operation alone takes a whole day. On their return from the polishers the frets are then levelled with a file, sandpapered, buffed and cleaned yet again.
The fitting stage begins with the cleats and the Schaller Mininylon or M6 machines which are fitted to all Shergolds, continues with the slotting, gluing in, shaping and burnishing of the real ivory nuts, and is completed, in the case of the necks, with the attachment of the Shergold badge at the top of the head; this is at last the end of the road for the necks.
Paragon
The process for the bodies is roughly the same. After their edges have been smoothed, they
are sent to the polisher, and then coated with a polyester "filler" which seals up the tiny
spaces between the grain. Colour is applied next, this time with a polyurethane base, and
these come at the moment in natural, white, black, cherry or sunburst. At this point they
are left to dry, then coated with a polyester resin just 1/50" thick. They're left to dry
again, sanded down and buffed to a lustre finish. Fitting begins with the strap buttons,
then the electronics, and then the bridge; a new bridge saddle design allows them to be
adjusted sideways or longitudinally by means of a tiny Allen key.
The electronics, like every other feature of Shergolds, are a paragon of neatness and economy. They are put together by two engineers who work outside, and that distinctively bright, clear sound is due very largely to them. We haven't talked much about electronics so far, but that, as you will appreciate, is meat for a whole series of articles on its own. Let's just say that the Modulator bass pickup has no less than sixteen pole pieces. They could probably make do with four, but they use sixteen. Get the picture?
The penultimate job is the marriage of neck and body. This reveals another advantage of the Shergold design. Whilst natural sustain is enhanced by means of the neck's long "tongue", which extends into the body (now, now ... Ed.), new necks can be fitted in a matter of minutes, since they are held in place by no more than four chunky screws. And after that, on go the strings ... and it's all over. One brand new Shergold!
The electronics, like every other feature of Shergolds, are a paragon of neatness and economy. They are put together by two engineers who work outside, and that distinctively bright, clear sound is due very largely to them. We haven't talked much about electronics so far, but that, as you will appreciate, is meat for a whole series of articles on its own. Let's just say that the Modulator bass pickup has no less than sixteen pole pieces. They could probably make do with four, but they use sixteen. Get the picture?
The penultimate job is the marriage of neck and body. This reveals another advantage of the Shergold design. Whilst natural sustain is enhanced by means of the neck's long "tongue", which extends into the body (now, now ... Ed.), new necks can be fitted in a matter of minutes, since they are held in place by no more than four chunky screws. And after that, on go the strings ... and it's all over. One brand new Shergold!